

Cesvi Colombia realizó la investigación en los cambios del proceso de pintado en acabados tricapa, tras las inserción en el mercado colombiano, que exige implicaciones al taller reparador.
Los talleres de colisión enfocan sus esfuerzos en mejorar la calidad de sus acabados en el repintado de vehículos, los cuales, desde su fabricación, vienen dotados de efectos, lo que hace el proceso de reparación más complejo. Este es el caso de los vehículos con acabado tricapa, cuya presencia ha venido aumentando en el mercado.
Diferencias entre acabados tradicionales
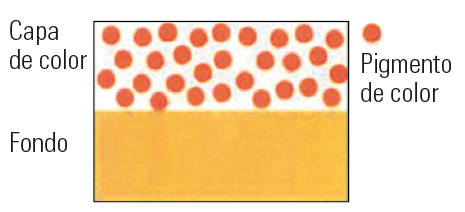
Acabados monocapa: en este acabado, las propiedades de color, brillo y dureza, se han conseguido en una sola capa de pintura, empleando un solo producto. Mediante este acabado solo se reproducen colores sólidos.
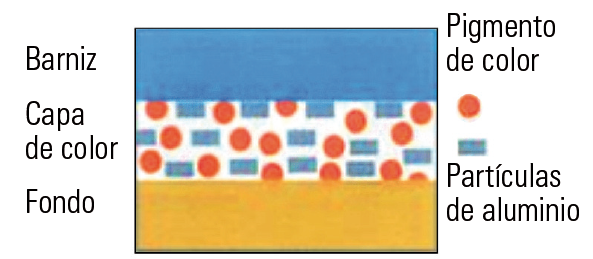
Acabados bicapa: en este tipo de acabado, se aplican dos capas de productos distintos, la base de color, que proporciona el tono deseado; y el barniz, que aporta a la pintura el brillo y la dureza requerida. Con este proceso se pueden producir efectos sólidos, metalizados y perlados.
Representación gráfica acabado bicapa sólido
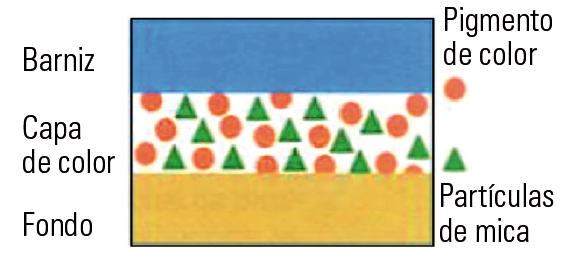
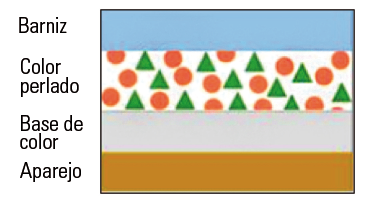
Acabados tricapa: la diferencia entre el acabado tricapa con respecto a los acabados monocapa y bicapa, es la aplicación de una capa adicional de color, generalmente perlada y con partículas de aluminio, aunque también irrumpe con fuerza en el mercado, el barniz tintado como componente principal de esta segunda capa, denominada también capa de efecto.
Otras diferencias importantes radican en características como la altura y/o luminosidad del tono, la transparencia y el realce de sus componentes de efecto “chispa”. Sin embargo, es pertinente aclarar que tiende a confundirse con los acabados bicapa perlados, debido a que comparten partículas de mica como componente principal de efecto, lo que genera una sensación similar al detallar cambios cromáticos o de tonalidad, dependiendo del punto de observación.
Identifique los acabados tricapa

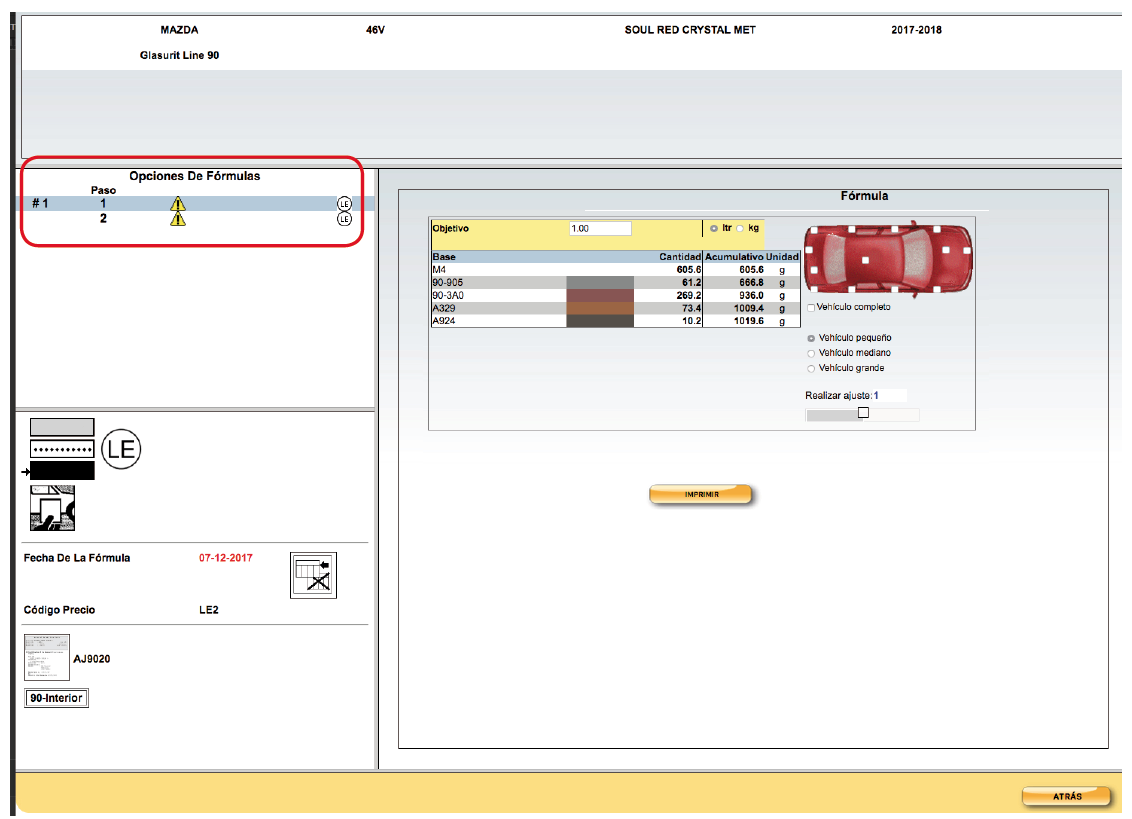
Si bien el ojo experto de un pintor profesional puede estar en capacidad de distinguir un acabado tricapa de un bicapa perlado, en la actualidad no existe una metodología o equipo que permita la distinción entre estos dos acabados. La única manera de comprobar si es o no un acabado tricapa, es a través de su formulación, la cual se puede verificar en los software de color que proveen algunos de los fabricantes de pintura mediante su página web corporativa.
A partir de la identificación del código de color que aparece en la placa adhesiva del vehículo, se introducen los datos (código y/o fabricante del vehículo) en el software de pintura, obteniendo la formulación. El resultado que arroja indica las referencias de los insumos de la mezcla y la cantidad de cada uno, según el volumen o peso de los productos a preparar. Mediante esta información, se determina que es un acabado bicapa, cuando hay una única formulación y tricapa cuando hay dos formulaciones diferentes, denominadas generalmente Base y Top o Paso 1/2 y Paso 2/2.
Acabado tricapa en el mercado colombiano
Para realizar este estudio, Cesvi Colombia tuvo en cuenta las siguientes consideraciones, al medir la inserción del acabado tricapa en el mercado colombiano:
• Las 10 marcas de vehículos más vendidas de 2016, que representa el 81% del mercado.
• Colores del portafolio actual de cada marca.
• Información relevada en campo.
• Información suministrada por las marcas.
• Colores disponibles en los acabado tricapa y bicapa.
• Consulta realizada en el software de los proveedores de pintura.
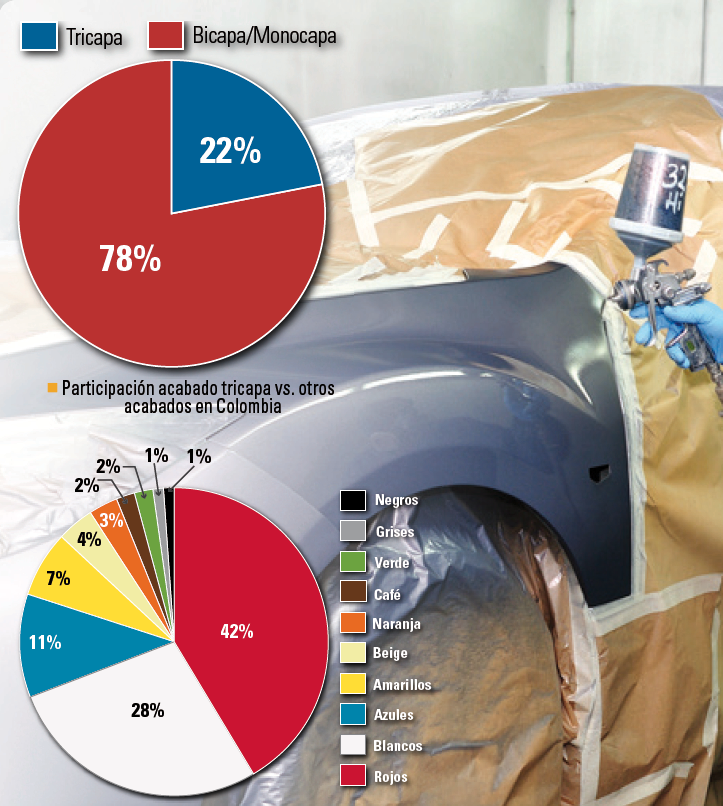
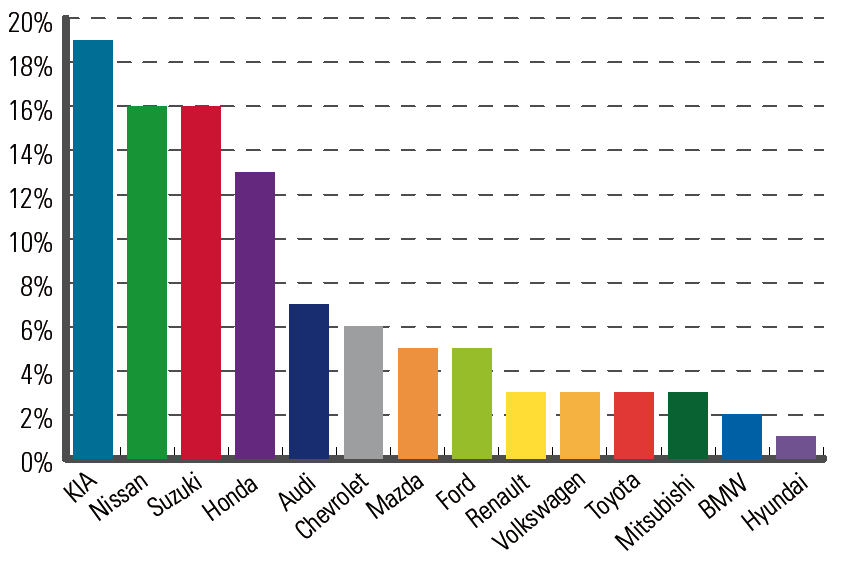
El 22% de participación en el mercado de este tipo de acabados, muestra la creciente tendencia de las marcas de automóviles al incorporarlo en sus portafolios. KIA, Nissan, Suzuki y Honda, son las marcas que cuentan con mayor representación en acabados tricapa, con una presencia de colores rojo, blanco y azul, en su oferta al público.
Control de calidad
En este aspecto, los acabados tricapa no muestran grandes cambios con respecto a los acabados bicapa o monocapa, más allá del correspondiente aumento de espesor.

El control de calidad sin importar el acabado, debe realizarse en tres momentos esenciales: a la entrada del vehículo al área de pintura, donde se verifica la reparación realizada en carrocería, así se ahorra tiempo en obtener el acabado requerido; durante la realización de los trabajos de pintado, donde garantiza la correcta ejecución de los procesos, para evitar retrocesos después de haber finalizado el pintado y por último, a la salida del área de pintado, para detectar posibles defectos en cuanto a exceso de espesor, acabado y tonalidad, y así corregirlos antes de la entrega al área de carrocería.
Implicaciones en el taller reparador
Las implicaciones de esta tecnología de pintado en el taller reparador, puede concluirse en tres aspectos como lo son equipos, materiales e insumos y procesos. Con respecto a los equipos no hay cambios sustanciales que impacten al centro de reparación, estos varían más en función de la tecnología de la pintura utilizada por el taller, sea base solvente o base agua, en las cuales están disponibles los colores en acabado tricapa. Los materiales como cintas, papel o plástico de enmascarado, son los mismos materiales para cualquier acabado.
Los insumos, como tintas, perlas, aluminios, resinas y demás aditivos, presentan cambios significativos en la preparación de colores tricapa, debido a los efectos reflejados en colores como rojo y sobre todo, en aquellos que incorporan barnices tintados en su capa de efecto. Estos insumos especiales, vienen definidos en la formulación del color y se observa con mayor frecuencia, en colores aplicados con tecnología base agua.
En el proceso de aplicación de acabado tricapa, presenta cambios importantes con respecto al bicapa, como la realización de una probeta dividida en sectores, con aplicación de la primera capa (generalmente a dos manos), en toda la extensión de la probeta y la aplicación de la capa de efecto a una, dos, tres y cuatro manos con su correspondiente barniz, para validar la mejor aplicación disponible.
Los acabados tricapa registran mayor espesor que otros acabados, por la aplicación de la capa adicional de color frente a los acabados bicapa; la preparación de la pieza (aplicación de pinturas de fondo) en los acabados bicapa y tricapa es la misma, en este sentido no se presentan incrementos de espesor.
La necesidad de difuminar para evitar diferencias de tonalidad, al inicio de la aplicación por fuera de la pieza, o la aplicación de capas sin tiempo de evaporación (según algunos proveedores de pintura), así como la importancia de que el operario de pintura replique sus propias aplicaciones, hacen que el proceso se eleve en términos de tiempos de ejecución, aumentando con esto los costos al taller y al cliente.
El impacto del taller en temas de costos de insumos en acabado tricapa, incluyen productos de alto precio, haciendo que el valor final de la operación se incremente de manera considerable, aumentando también costos al cliente. Aunque un pintor con las competencias necesarias pueda ejecutar el proceso sin mayor dificultad, es indispensable que reciba la capacitación e indicaciones definidas por el proveedor de pintura, ya que se requiere precisión y acierto en la realización del procedimiento.
Recomendaciones

• Se requiere una excelente iluminación para la igualación de color.
• La tonalidad del aparejo utilizado incide de manera determinante en la tonalidad del color.
• Es indispensable difuminar las piezas y/o sectores adyacentes.
• Se debe evitar la contaminación a toda costa, pues las operaciones de lijado para remover impurezas pueden quedar al descubierto en el acabado final.
• Se deben respetar al pie de la letra las indicaciones del proveedor de pinturas sobre la aplicación de colores en acabado tricapa, las cuales pueden variar en función del color y el fabricante de insumos de pintura.◣
Fuentes de información:
• Cálculo de tiempos y costos medios para el pintado en acabados tricapa –
Proyecto de Investigación, CESVI Colombia, 2017
• CESVIMAP – Pintado de Automóviles
• Basf Química Colombiana
• Axalta Coating Systems Colombia
• PPG Industries Colombia
• Akzo Nobel Colombia



{kind=link}
Muy buen material y muy explicito.