
Sometimos a prueba este equipo, de prometedora tecnología y mejores prestaciones.
La industria avanza en el uso de nuevos materiales para la fabricación de carrocerías de automóviles. Tanto así que la mayoría de las marcas ya emplea aceros de alto y ultraalto límite elástico, y aceros al boro, que aumentan la rigidez de la estructura para garantizar un mejor comportamiento de absorción de energía. Al mismo tiempo, nuevos equipos y herramientas se requieren en la reparación o sustitución de estos materiales, puesto que los equipos convencionales carecen del amperaje y la presión necesarios para fundir los aceros de alto límite elástico.
Así surge la necesidad en los talleres reparadores de adquirir elementos y equipamiento necesarios para poder trabajar de forma adecuada. El equipo de soldadura por puntos de resistencia Tecna 36EZ puede soldar estos materiales, con una intensidad de corriente eléctrica de 14.000 A (Amperios) y una fuerza en pinza de 450 daN (DecaNewtons).
Características técnicas
El Tecna 36EZ es un sistema de soldadura por puntos de resistencia controlado por un microprocesador automático que, por medio de pulsos magnéticos, identifica el espesor de la lámina a soldar y reconoce el tipo de material en función a la resistencia.
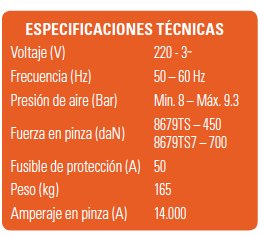
Cuenta con un sistema de refrigeración de circuito cerrado que contiene una mezcla 2 a 1 de agua y refrigerante proporcionado. Este fluido enfría la pinza y los electrodos, -elementos que presentan las mayores temperaturas durante la operación.
El equipo posee dos programas de funcionamiento: SMART+, sistema totalmente inteligente y automatizado, en el que el equipo opera en función del material y espesor de la lámina regulando todos sus parámetros de funcionalidad. De esta forma controla la fuerza de la pinza, la intensidad de corriente necesaria para fundir el material y el tiempo de ejecución, mostrando en pantalla el óptimo resultado del punto aplicado.
Este funcionamiento garantiza utilizar las unidades de medida necesarias para la unión del sustrato, evitando posibles fallas de fusión del material debido a la parametrización realizada de modo manual por el operario. Adicionalmente indica si se presenta una unión incorrecta por falta de limpieza de la lámina o por la presencia de sellantes o adhesivos estructurales.
El programa FULL permite regular la intensidad de corriente y el tiempo, contemplando dos de las tres variables, donde se excluye el tiempo. Esta función se utiliza cuando se requieran mayores necesidades en la carrocería. En caso de realizar trabajos repetitivos se pueden crear programas para suplir estas necesidades. En este modo, el usuario puede ajustar los parámetros del programa de soldadura donde se manejan valores programados, sin la intervención de corrección automática.
En ambos casos, una vez encendida la máquina, se deben seleccionar la pinza y el electrodo que se van a utilizar y, luego, se deben calibrar dichos elementos para su correcto funcionamiento.
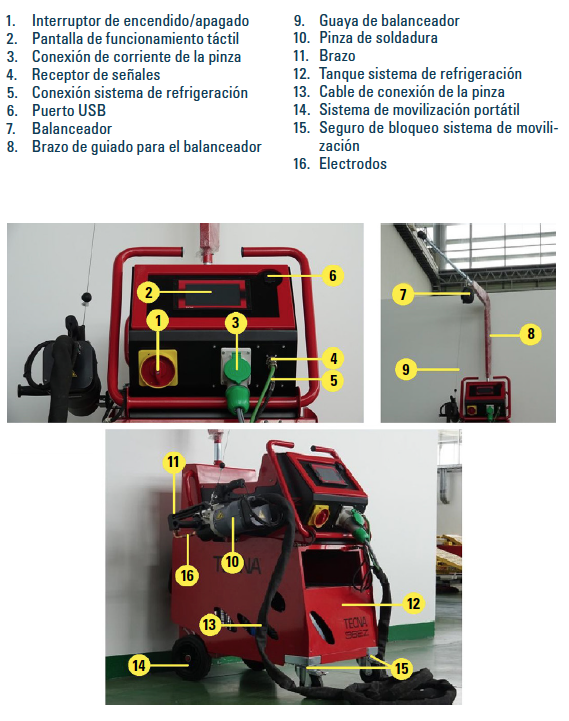
Elementos que componen el equipo:
Pruebas realizadas
Cesvi Colombia realizó pruebas de eficiencia del equipo. Para realizar este ensayo se contemplaron dos de las principales variables necesarias para el proceso de soldadura por punto de resistencia eléctrica.
La primera variable fue el material: se utilizaron diversos tipos de acero convencionales, galvanizados y de alto límite elástico. Todos estos se usan en la fabricación de carrocerías del automóvil.
La segunda variable fue el espesor de la lámina por soldar: se utilizaron varias placas para simular un mayor espesor por fundir.
Conclusiones
• El equipo Tecna 36EZ está diseñado para soldar materiales de nuevas tecnologías, como aceros de alto límite elástico que, por medio de tratamientos, aumentan su resistencia a la deformación y minimizan el peso. Estos materiales están presentes en algunas marcas y componentes de los vehículos como las piezas estructurales. El método de unión se obtiene por medio del transformador integrado en la pinza de soldadura, evitando pérdidas de intensidad de corriente por el cableado, como es frecuente en los equipos convencionales.

• Este equipo es totalmente automatizado: fácilmente se seleccionan la pinza, el brazo y electrodo a utilizar. El equipo regula los parámetros de intensidad de corriente y presión de la pinza en función del material y espesor de lámina para garantizar la unión de la pieza a ensamblar.
• La identificación del material se realiza por medio de la resistencia eléctrica u oposición de electrones al moverse a través de un conductor, en este caso los electrodos. El espesor es medido de igual forma por micropulsos emitidos por la pinza que calcula el calibre de la lámina que se va a soldar. De esta forma regula los parámetros.

• El equipo tiene la ventaja de poder posicionar la pinza en todas las direcciones requeridas; es decir, que puede girar 360°. De esta forma se puede llegar a zonas de difícil acceso como los bajos de carrocería, estribos, parales, entre otros.
• El sistema balanceador del equipo contribuye a minimizar el esfuerzo requerido por el operario, ya que reduce el peso de la pinza de soldadura, evitando esfuerzos, favoreciendo la ergonomía del operario e impidiendo que la pinza golpee contra zonas circundantes.
• El equipo estándar suple las necesidades de accesibilidad requerida; sin embargo, es posible adquirir una serie de accesorios que aumentan las posibilidades de alcance en piezas como pisos, puntas de chasís y piezas estructurales de configuraciones cerradas.
• Tiene un sistema de refrigeración directamente en la pinza y electrodos, que contribuye a aumentar la eficiencia en la operación. Es un equipo es portátil de fácil manipulación y movilización dentro del taller de colisión.◣






{kind=link}
Saludos
Estoy en busca de un pinza y las fundas para los cables de un soldador de puntos tecna 3470
Saludos cordiales
Favor indicar el precio del Equipo de soldadura por punto de resistencia TECNA 36EZ
Hola Germán, no somos comercializadores de insumos para el taller solo realizamos la pruebas, Este equipo es Distribuido por:
COLLISION S.C.S.
Dirección: Calle 135# 50 -31
Teléfonos: (571)6278488 – 6278492
Bogotá – Colombia
http://www.collision-co.com