
Uno de los factores claves de reparación en el taller es que los procesos de pintura se efectúen correctamente, siguiendo todos los parámetros y garantizando las condiciones ideales para evitar los indeseables reprocesos en el pintado.
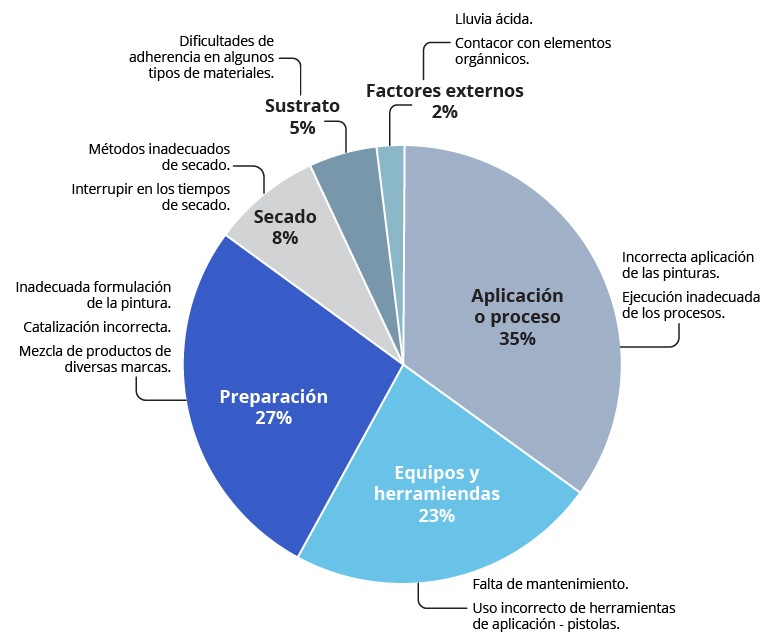
En la gráfica se indican las principales causas que generan defectos de pintura, el 85% es causado por errores cometidos dentro del proceso de aplicación, en el que el factor humano es protagonista.
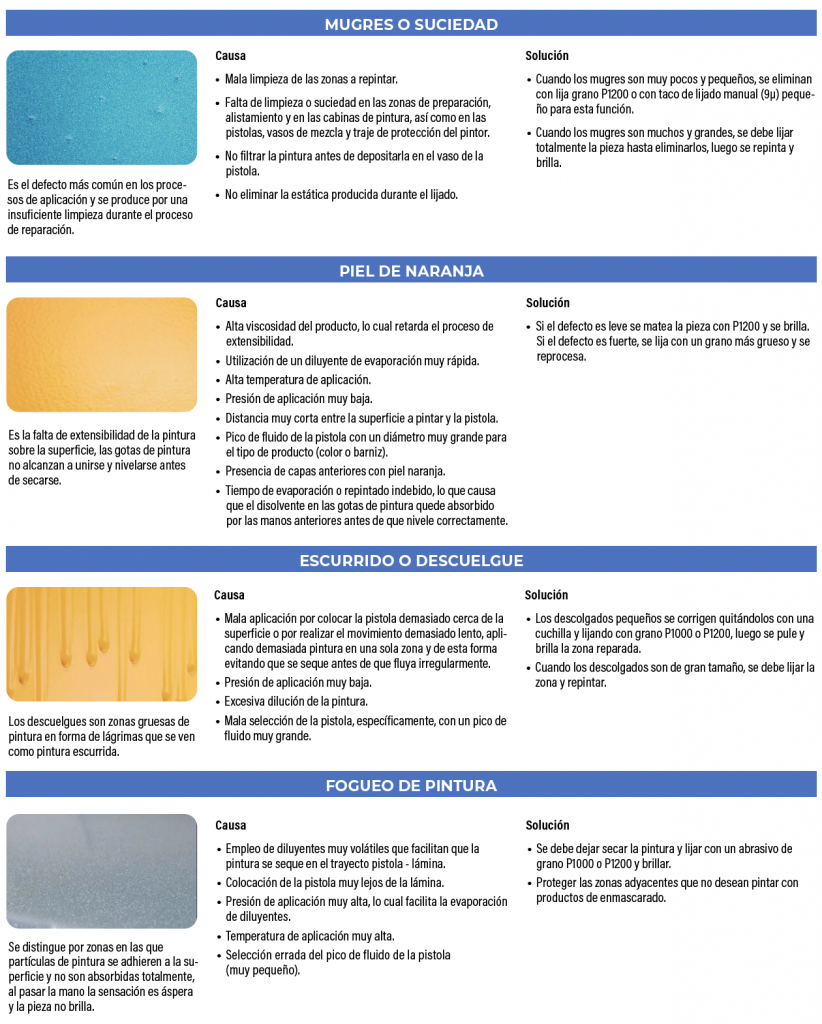
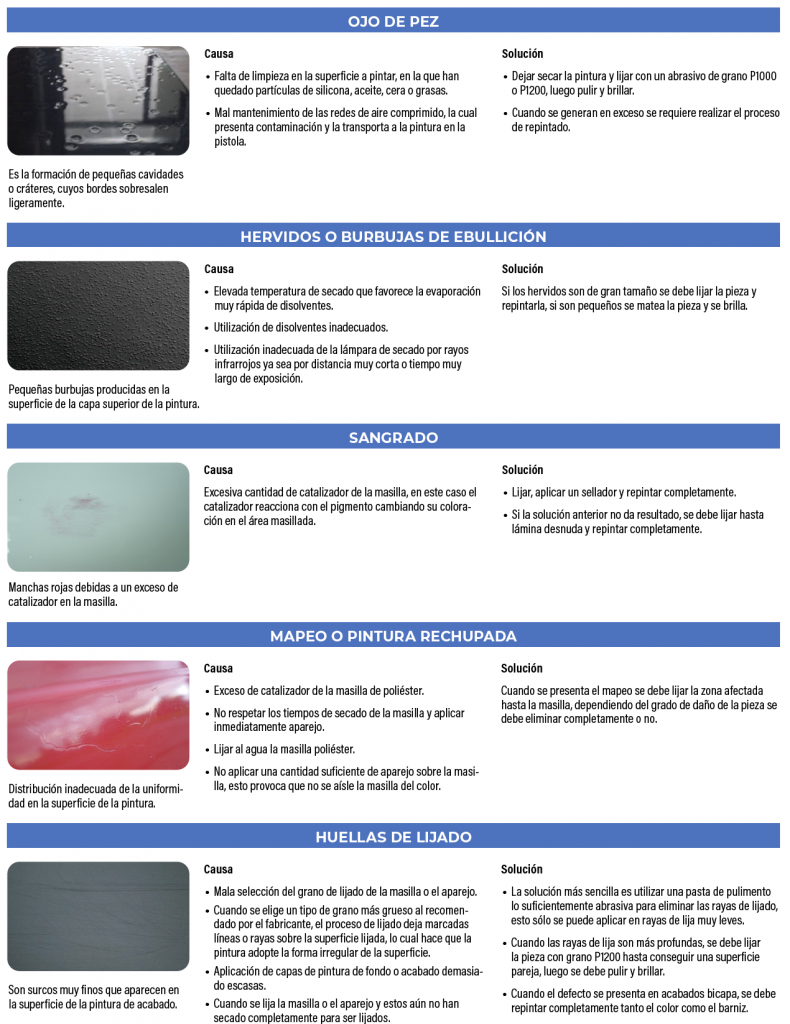
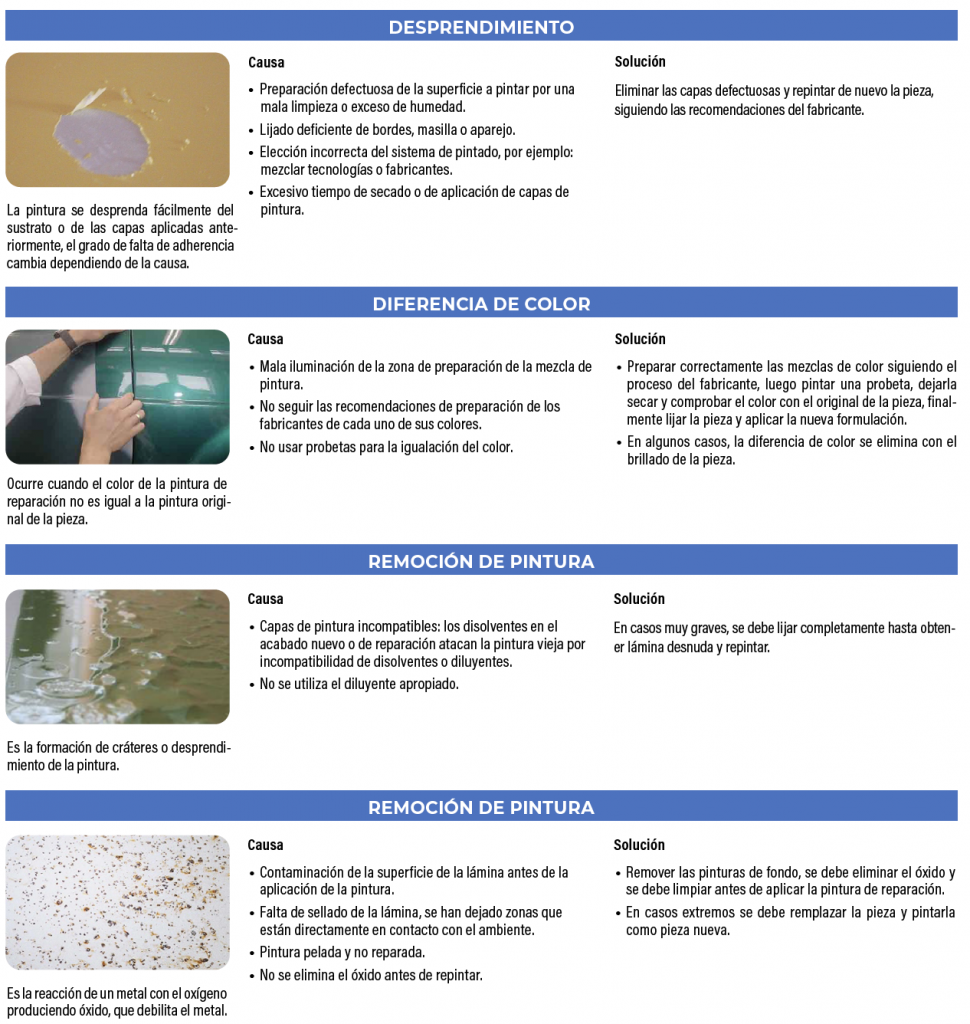
A continuación mostramos los principales defectos de pintura y las causas que los originan, acompañados de las alternativas de corrección que evitarían reprocesos en el taller de colisión.
Pruebas y resultados
Cesvi Colombia realizó un estudio donde simuló los principales defectos generados en los procesos de pintado automotriz para determinar los costos, los tiempos y materiales empleados; así como las alternativas para dar solución a estas irregularidades. Como resultado de este estudio se obtuvieron dos variantes para realizar la corrección de los defectos más comunes: la primera de ellas se refiere a los defectos que se corrigen por medio de procesos de acabado superficial o brillado y la segunda, a los procesos donde se requiere remover y realizar la aplicación de pinturas de fondo o de acabado nuevamente. Para ambos casos, se muestran los tiempos empleados y los costos de materiales que representan un gasto adicional para el taller reparador.
Para las muestras se utilizan probetas con un área de 0,12 m2, simulando un defecto del 12% de un área total de 1 m2, todas las probetas son láminas de acero laminadas en frío, con un espesor promedio de 0,8 mm.
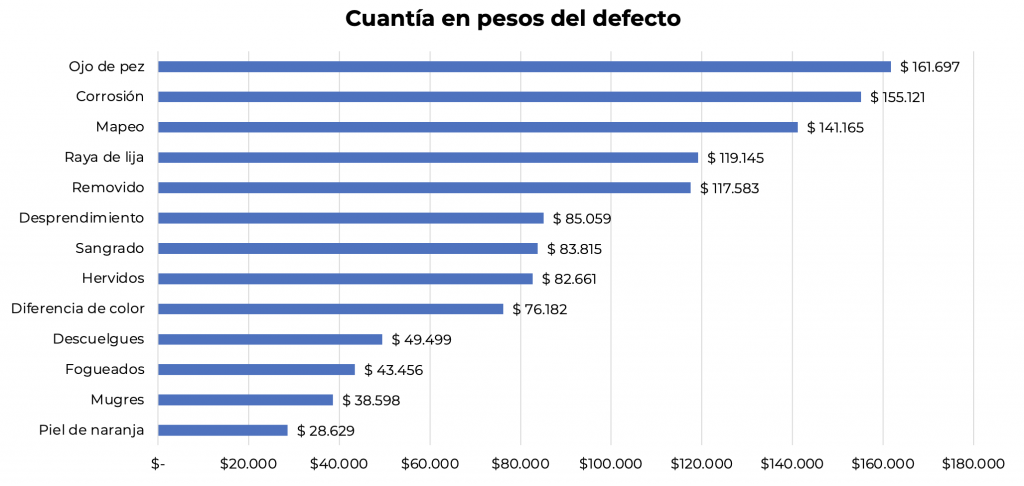
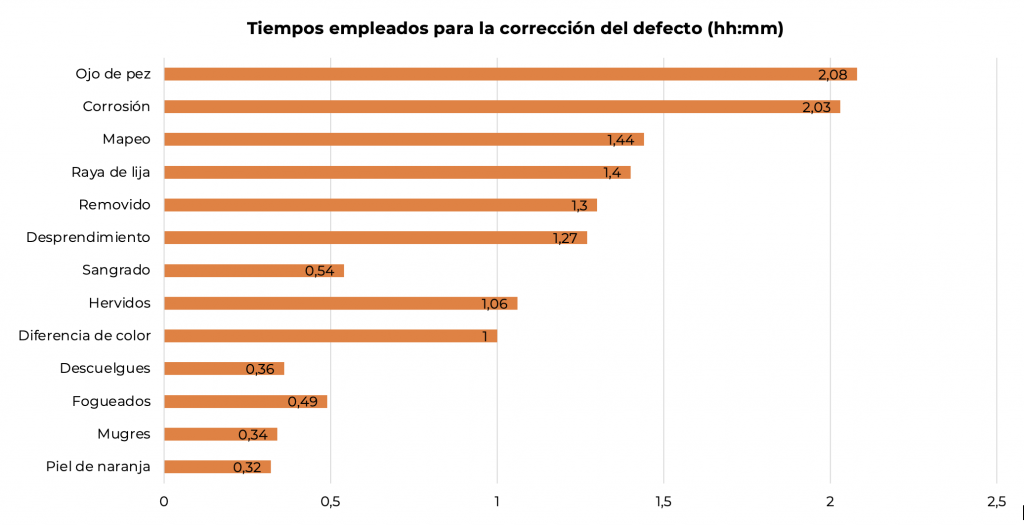
A continuación, se muestran los costos asociados por cada defecto mostrando los tiempos empleados para corregirlos, así como también el costo de los materiales utilizados. Para este caso, se estima el valor de mano de obra Cesvi el cual se estableció en $39.500 COP.

Resultados y Conclusiones
- La causa de mayor impacto en la generación de defectos en el proceso de pintado es el factor humano, donde el 85% de los casos corresponde a procesos inadecuados de aplicación; por lo tanto, toma gran relevancia las distancias de aplicación, la falta de limpieza, uso incorrecto de los picos de fluido, no seguir las indicaciones de los fabricantes para la preparación, entre otros. El restante 15% se distribuye en el método de secado, tipos de sustrato y factores externos. Este impacto se reduce realizando procesos de formación y capacitación a los técnicos de pintura.
- Entre los defectos evaluados y corregidos, desde el piel de naranja que es el costo más bajo, hasta el ojo de pez que de acuerdo con el resultado se considera el defecto más costoso, estos se pueden evitar con el uso adecuado de los equipos y herramientas, así como siguiendo las recomendaciones de los fabricantes de pintura en los procesos de catalización, método de aplicación, cantidad de manos, distancias de aplicación, respetar los tiempos de curado, considerando la vida útil del producto a aplicar. Adicionalmente, condiciones ideales y limpias de zonas de preparación, cabina de aplicación, red neumática, pistolas de aplicación, contribuyen a la disminución de la generación de defectos por agentes externos como la suciedad, siliconas, aceites o grasas que se usan en otras áreas del taller.
- El tiempo empleado por el técnico en la corrección de un defecto corregible en una sola pieza, puede llegar a representar el 14% si se compara frente al tiempo empleado para realizar el proceso de pintado a una pieza nueva. Sin embargo, estos tiempos de ineficiencia pueden incrementar si el defecto requiere un reproceso de mayor medida. También se puede considerar que si el defecto presentado en una pieza es el ojo de pez el tiempo empleado para la corrección del defecto es casi el mismo que volver a pintar la pieza desde cero; es decir, mayor pérdida de tiempo en el proceso, materiales y recursos. Los reprocesos impactan en el taller a causa del desconocimiento de los procesos, también por una inadecuada limpieza sobre la superficie o por la deficiencia en el mantenimiento de las redes de aire en las instalaciones donde se realice el proceso de aplicación de la pintura.
- Los costos asociados a reprocesos se establecen en menor medida para el defecto piel naranja y el de mayor costo hace referencia al ojo de pez; estos costos son para las áreas específicas, es decir 0,12 m², equivalente a una concentración por defecto del 12% de un metro cuadrado; a medida que el área aumenta, se incrementarán los costos de materiales y el tiempo empleado para corregir el defecto. Adicionalmente, en el caso de repintar, el costo puede verse afectado por el tipo de acabado, ya que un bicapa sólido, metalizado, perlado o tricapa tendrá un costo diferente.






{kind=link}